干式变压器价格,电力变压器厂家,油浸式变压器型号,山东华恒变压器厂
专业研发生产各式变压设备
产品齐全,给您低成本,一站式采购服务
 全国服务热线:
全国服务热线: 13573798888
全国服务热线: 13573798888
 电话:0635-8800700
电话:0635-8800700
电话:0635-8809700
手机:135 7379 8888
手机:139 6358 0830
邮箱:s11s13@163.com
传真: 0635-8800882
地址:聊城市卫育路工业小区22号
 服务热线 13573798888
服务热线 13573798888
1.1 环氧树脂浇注原理
环氧树脂浇注是将环氧树脂、固化剂和其他配合料浇注到设定的模具内,由热固性流体交联固化成热固性制品的过程。由于环氧树脂浇注产品集优良的电性能和力学性能于一体,因此,环氧树脂浇注在电器工业中得到了广泛的应用。
1.2 真空浇注工艺
高压开关用环氧树脂浇注绝缘制品要求外观完美,尺寸稳定,机、电、热性能满足产品要求。目前普遍采用真空浇注成型技术。其要点就是去除浇注制品内部和表面 的气隙和气泡,减少内部应力,防止产生裂纹等。

为了达到这一目的,必须选用合适的浇注材料,使用适宜的真空浇注设备,严格控制原材料的预处理、混料、浇注和固化条件。
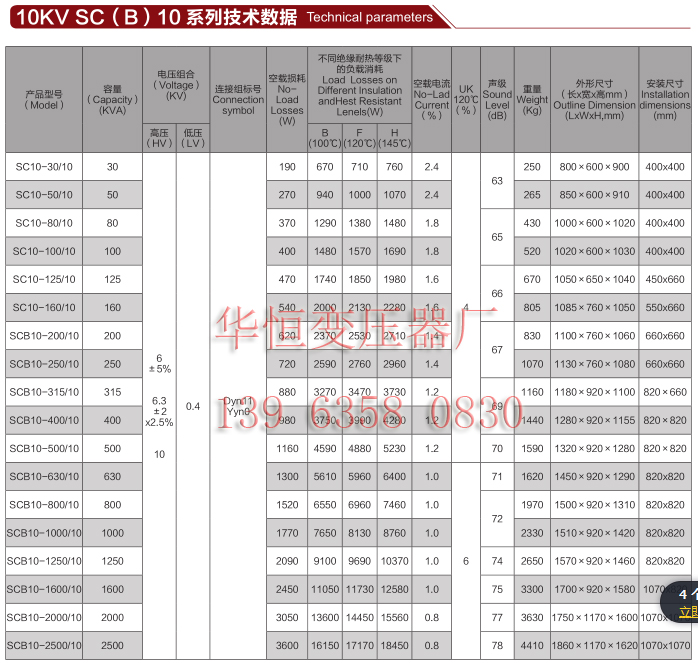
环氧树脂真空浇注干式变压器参数
2 真空浇注成型工艺关键技术
(1)原材料的预处理
原材料预处理是在一定温度下加热至一定时间,并经过真空处理以脱除原材料中吸附的水分、气体及低分子挥发物,达到脱气脱水的效果。
(2)混料
混料的目的是使环氧树脂、填料、固化剂等混合均匀,便于进行化学反应。混料分一次和二次混料。树脂和填料混合称一次混料,在一次混料中加入固化剂成为二次 混料。一次混料是使填料被树脂充分浸润。因为环氧树脂与酸酐固化剂的反应是放热反应,填料是导热性好的材料,它能将反应释放的热量向外传导而不积集,使浇 注物内应力均匀分布而不产生缩痕。二次混料时间要确保固化剂混合均匀,其温度、真空度的参数也很重要。温度过高,将使混合料黏度迅速增加,影响脱气浇注工 序;真空度用以保证混合料的脱气、脱水,但不能导致固化剂的气化,所以真空度要恰当。
(3)浇注
浇注是将组装好并预热到一定温度的模具放入真空浇注罐中或在真空浇注罐内预热,模具温度略高于混合料的温度,浇注罐抽真空度到1 330Pa以下,维持一 定温度[1],最后将混合均匀的物料浇入模具内;浇注完成后要继续抽真空一段时间,以去除浇注件内所形成的气泡,即可关闭真空,打开浇注罐,将模具送入固 化炉进行固化。浇注过程中应注意浇注速率和模具放置的位置,应有利于排气和使物料充满模具。
(4)固化
选择合适的温度和固化时间。环氧树脂浇注件的性能与交联密度密切相关。一般来说,浇注件的力学性能随交联密度的提高而上升,但到某一程度随交联密度的提 高,其机械强度反而下降。这个转折点的标志就是玻璃化转变温度Tg。所以固化温度太高,常使固化物性能下降,因此,必须选择合适的固化温度。
固化采用两阶段进行:一阶段是初固化成型;二阶段是在一次固化温度稍高的情况下进行后固化,保证完全固化,达到最佳性能状态。有时为了减少缩痕,可以在加压下凝胶来消除。
(5)脱模
脱模过程主要控制脱模温度和浇注件的冷却速率,减少浇注件的内应力,一般控制低于80℃。真空浇注工艺是目前环氧树脂浇注中应用最为广泛、工艺条件最为成熟的工艺。
3 真空浇注模具设计关键技术
3.1 模具总体设计原则
浇注模型腔表面应力求光滑,不得有砂眼。在设计浇注模时应浇注方便,避免产生气泡。为减少内应力和容易脱模,型腔各处都应圆滑过渡,在所有拐角及转弯处都应使气体逸出方便。
3.2 收缩率
根据填料的不同,浇注材料的收缩率也不同。对于SiO2+环氧树脂,取收缩率为0.4%;而Al2O3+环氧树脂的收缩率为0.4%~0.5%(以上均为实验数据)。在设计中一般取收缩率0.4%[2]。
3.3 支撑结构
从浇注工艺方面入手。因真空浇注的技术要点就是尽可能减少浇注制品中的气隙和气泡,提高零件质量,所以为利用浇口补缩的方式消除浇注成型缺陷,在模具下模板上增加了支脚,以确保浇口始终处于高点位置(倾斜约15~20°),达到更好的补缩效果。
3.4 冷却装置
零件浇注时的冷却主要采用水冷却方式。因为零件在固化过程中的第一阶段为热固化,冷却装置中的水可使浇口处与模腔有约20℃的温差,这样可以延迟浇口处的固化,起到补缩的效果,避免了浇不满缺陷。水箱的设置分内外两种,根据模具特点可选用不同的形式。
3.5 密封元件
由于环氧树脂液态时流动性良好,对密封的要求高,故应加密封元件。根据零件特点,设计中采用大小密封圈同时密封的形式。在嵌件颈部位置采用环形小密封圈,在型腔周围采用大密封圈。
3.6 模具选材及表面处理
因为环氧树脂与铝合金的热膨胀系数基本一致,又由于该类模具主要用于真空浇注过程中,更多采用手工操作,所以选择铝合金材料,以便于搬运。但因材料硬度 低,故对材料进行表面硬质阳极氧化处理,氧化层深度达50μm,表面维氏硬度提高到400~500,这样提高了模具的耐磨性和抗腐蚀性能。而对于在开、合 模时经常拆卸的零件采用了钢件或铜件,模具在装卸过程中损伤程度低,模具使用寿命长。
4 真空浇注模具设计实例
互感器浇注模具是互感器制造必需的工装设备。浇注成型模具必须保证互感器的绕组、铁心、出线端子及其它零件的位置正确,使浇注体的尺寸和性能符合要求;注 意浇注体外形美观,并考虑装模、拆模方便及封模要求和浇注时空气容易排出,同时尽可能减轻模具的质量。本文主要介绍钢制模的设计及加工。图3为互感器浇注 模具装配图。
模具使用注意事项:
(1)模具装配完成后,先在浇注罐内均匀加热6~8h后,使模具温度达到80~85℃,再抽真空,进行浇注。如果模具内部温度达不到,会出现固化后缺料现象。
(2)环氧树脂浇注时,若真空度达不到,没有把浇注体内的空气全部抽出,则会造成固化后浇注体内有气泡。有气泡的浇注体的绝缘强度将大大降低[3]。


